




金屬粉末成形技術在發展數千年的歷史之后(最早在古埃及發現氧化鐵燒制的金屬制品,紀元前3000年),但是要談到大量制造還是在19世紀初的50年代開始,然而愛迪生發明電燈促使了粉末冶金(Powder Metallurgy, PM)的工業進步 – 鎢燈絲的制作已經是20世紀之初(1909年),隨后鐵與銅金屬的粉末壓制與燒結(Press and sinter)便隨工業革命的帶動迅速取代傳統金屬加工的方法,尤其是在鑄造和鍛造的齒輪件;在近代約50年前(1960-1970年),金屬粉末成形技術迎來了兩個重要的年輕成員,金屬粉末注射成形(Metal – powder Injection Molding)與金屬增材制造(Metal Additive Manufacturing),更是成為人類有史以來最頂尖的大量金屬零件制造工藝。請隨Dr. Q的隨后說明來了解這三個當代主流金屬粉末成形技術。最重要結論l金屬粉末成形技術的核心是粉末科學,這是重中之重;l粉末壓制與燒結法(PM),成形過程的潤滑劑(成形助劑)不超過3wt%,燒結后零件密度在85-95%相對密度、表面沒有致密層、幾何形狀為2-2.5D的大批量制品,適合單筆訂單大于10萬件的月產能;l傳統壓制成形的粉末硬度低必須具有塑性變形能力,較硬質粉末與硬質合金的粉末冶金需要的成形助劑含量較高,因此也需要長時間的脫脂;l金屬粉末注射成形(MIM),因為粉末細小導致黏結劑(成形助劑>6wt%)較多,燒結后零件密度大于98%相對度、表面形成致密層、幾何形狀為3D的批量制品,適合單筆訂單大于1萬件的月產能;l金屬增材制造(MAM),燒結后零件密度大于98%相對密度、表面沒有致密層、幾何形狀為3D的少量制品,適合1~1000件以內的月產能。成形助劑根據MAM工藝不同而有區別。1.對于PM/MIM/MAM所使用的粉末可不可以共享?為什么?答:如圖1所表示,三大主流金屬粉末成形技術使用的粉末粒徑分布,其中PM最粗大、MIM最細小,增材制造則居中(包含圖中的Binder Jet, PBF-LB, PBF-EB, and DED)。

圖1.不同的粉末成形技術使用不同粒徑分布的金屬材料粉末注意到PM和MIM工藝用的粉末顆粒都和MAM工藝用的有交互重迭,其中MAM說的DED(定向能量沉積)其實就是已經習用的粉末熱噴涂,這種工藝在煉鋼廠早就用來修復軋鋼的滾軋柱,經過調整修改設備成為3D打印用的技術;粗粉的使用可以理解,同樣在細粉使用在增材制造也可以,但是固化3D建模的能量功率要降低,因此采用更低功率的激光和光斑(目前可以使用d50在3-5um的超細粉末,每層打印可以控制在0.01mm),或改用低溫的噴射粘結劑,成形後再使用無差別高溫燒結固化得到最終零件。l生坯中至少的80%(同樣材質以重量比即可,不同材質的混合粉末必須換算成體積比)粉末粒徑小于30μm以下,同時生坯中的固體粉末堆積率>45vol%(體積分率),才能夠精準的以阿基米得原理來推算最終產品的尺寸;l因此PM和MAM的部分技術是沒有辦法推算其生坯與燒結坯的尺寸比例關系;l各種技術發展所使用的粉末粒徑有一定的區隔,無法混合使用;l大于50μm以上的金屬粉末所具有的燒結驅動力(Drive force of sintering)大幅降低,無法有效的大范圍燒結并且融合再一起,這導致尺寸控制的方式不容易推算其數學模型,干擾因素太多;lPM的壓制后尺寸和燒結后的尺寸誤差僅為千分之2(0.2%收縮率),主要是根據經驗累積;MAM使用熔融法則是精準地控制激光光斑和熔池,尺寸的誤差約在0.5%;MIM與MAM燒結法采用MIM粉末制作成喂料,粉末的粒徑(>80%)小于30μm,才能在準確的預測燒結后的產品尺寸。2.請簡單描述PM/MIM/MAM的工藝流程圖,并比較之。答:2.1 PM (Press and Sinter)粉末壓制與燒結法的流程圖如圖2所表示,主力設備是僅能進行上下閉合運動的壓機。這是一個近乎標準程序的流程,已經有超過百年的歷史,進步模具的設計和模架機構使PM制品越來越精密且復雜。
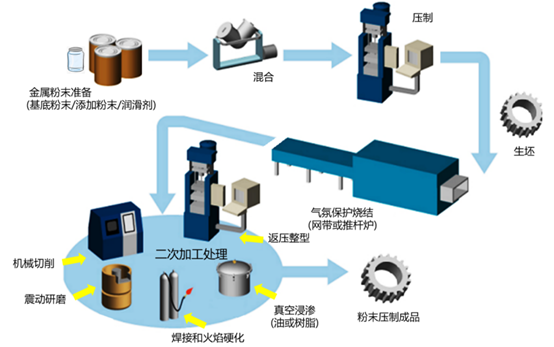
圖2.粉末壓制與燒結法(PM)的工藝流程圖2.2MIM金屬粉末注射成形在1972年MIM工藝發明至今甫屆滿50周年,這工藝尚未完成標準化但已經指日可待。將金屬零件可以被如塑料注射一樣的制作出來,這引起金屬加工與塑料制品業的不小震驚與騷動!MIM成形的主要設備就是注射機,并須依靠精密的模具和流動良好的喂料填充得到生坯,最終經過脫脂燒結得到金屬零件。如下圖3所表示。
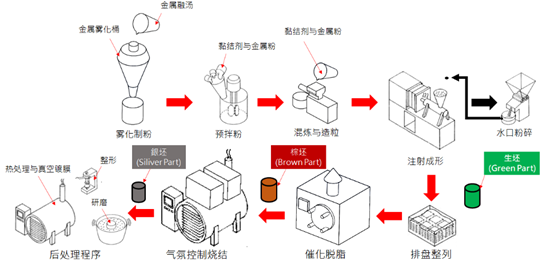
圖3.金屬粉末注射成形(MIM)的工藝流程圖
2.3MAM以金屬粉末做為增材制造成形的方式目前有許多的方式,如圖4所表示。大致分成三大類,即將金屬粉末直接熔融法制程(Melting process)和燒結法制程(Sintering process),這些技術沒有統一的標準,不過隨著技術的演變,也逐漸將材料、設備與方法清楚分類,并朝著更小的堆積層分辨率邁進,使用較小范圍的激光光斑、低溫成形(噴膠打印)、高溫同步固化,逐漸擴大產品量產的應用范圍以及產出效率的提升,或是朝更高分辨率前進。

圖4.金屬增材制造(MAM)的工藝流程圖3.請以材料、能量消耗和零件性能描述PM/MIM/MAM的工藝差異性答:lPM的粉末在沒有經過燒結的再回利用是可以的,但因為壓制后的粉末變形度不同,主要是粉末在膜腔內堆積與壓制作用力導致殼層效應(外殼密度高、芯部密度低),只能降級使用而無法再度混合于同級正式量產品的生產上;lMIM的喂料在多次使用會分解并降低流動性,但可以經過適當的調整補救,只要不經過燒結,即便是脫脂后的棕坯(生坯經過脫脂)仍可以破碎回收再制,但生坯(僅注射后)、棕坯需要區分開進行回收,要建立嚴格的回收喂料機制;lMAM的粉末或是喂料是有區分的,熔融法的激光由于光斑能量密度高,不論是燒結還是熔融的過程會有少量跳火、小顆粒粉末局部團聚的現象,要重復使用時必須先篩濾過團聚的粉末,并且使用一定比例的新舊粉混合;間接燒結法使用粘結劑沾粘,一樣會造成粉末團聚現象,重復使用也必須要過濾;另外使用MIM喂料絲打印后尚未燒結前的生坯或是脫脂后坯,都不宜回收使用,主要是重制絲材的技術和設備并不普及,建議報廢或是集中數量販賣給MIM喂料制造商回收。4.PM/MIMMAM的產品特征差異處在哪?答:4.1 PM製品如圖5所展示的PM製品,產品的維度大多是2D,只有少部分斜面或非上下方向特徵可以借助模具的設計與後加工輔助完成2.5-3D造型。
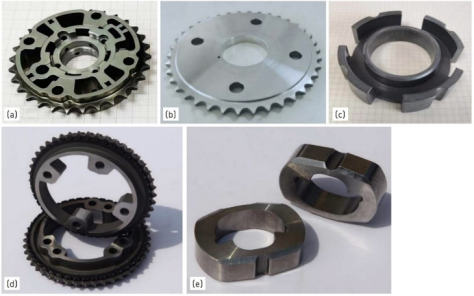
5. 每件產品的重量都超過100g以上的不同PM制品展示,:(a)VVT(可變氣門正時)轉子/鏈輪;(b)鋁合金鏈輪;(c)軟磁定子;(d)橡膠包覆進/排氣凸輪軸定子鏈輪(本零件榮獲世界PM2018產品獎);(e)密度≥7.53 g/cm3的打擊塊(本零件榮獲世界PM2018產品獎),所有照片均由寧波東睦集團NBTM提供。4.2 MIM製品MIM制品如圖6所表示,都是一些形狀復雜的零件且產品重量沒有超過50g,大部分都低于10g甚至有0.5g的小產品。 圖6.

MIM制品的樣品展示(Dr. Q的MIM樣品盒)4.3 MAM制品圖7為MAM的最新微米級3D打印(資料提供系由江蘇云耀深維科技有限公司www.aixway3d.cn),這是地表上最精細的SLM打印制品以及工藝。其他大型件我們就省略不談,增材制造的制程能力已經迅速追趕PM/MIM並大幅度的超越(只需要一部打印機便可以取代亢長的製造程序)。

圖7.MAM的最新微米級3D打印5. PM/MIM/MAM工藝的產出能力答:如圖8非常淺顯易懂的表示三個工藝的產出能力特色。PM僅能制作中度復雜特征,但能制作大件/量大的訂單;MIM可以制作復雜特征產能很大,但是重量不大;MAM則是數量不多,但制品的重量和復雜度都沒有限制。特別是MIM原本僅是取代精密鑄造(Investment casting, 又稱熔模鑄造、失蠟鑄造或脫蠟鑄造),但是逐漸有侵入老大哥PM的領域,未來會更加大零件重量與尺寸的制造能力。

圖8.三大粉末成形技術的產出能力表示圖6.什么是d50(粉末平均粒徑的中值)?答:請見下圖9所表示,這是常見的激光粒度儀檢驗后的綜合數據、表格與圖形。這圖是非常重要的粉末性能報告,一定要了解之中的含意。
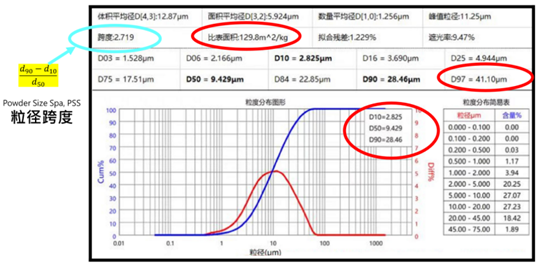
圖9.粉末激光粒度分析儀檢驗后所獲的圖表lDXX(亦有小寫dxx)指的是平均粒徑的累積數值,其中XX是由0~100之間的數字,表示本批測量粉末顆粒數總量數字,當粉末體是均質物質可以是重量比也可以理解為顆粒個數比,使用的是以含量%表示(藍色曲線)。lD10通常是累積到10%,D50到50%,以此類推。自然狀態下粉末的顆粒總數會行成高斯分布狀態(紅色曲線),易即趨于中間值最多。l因此有四個重要的數值必須觀察:nD10 -這是可以作為最小粉末平均粒徑的依據,通常小于D10以下的粉末顆粒都很細微,不過D10不能太小,過多細小的顆粒會導致制程中設備的高度摩擦,并使喂料容易摩擦熱裂解;nD50-粉末平均粒徑中值是整批粉末的代表數值,這是整批粉末中顆粒最多的范圍聚集后平均數,購買粉末與數學運算的基礎數據;nD90-這是較大粉末平均粒徑的代表,由此開始必須控制D90-D100粉末數量的百分比nD97-這是最大粉末粒徑的限制條件,也有部分儀器是表示D99或D100,大顆粒粉末數量過多會造成產品質量的干擾,隨后將說明。l比表面積可以代表受測粉末的整體性質,此數字月大代表粉末D50越朝細小前進,小的粉末有比較大的數量並造成比表面積增大,因此會導致成形過程的阻力(模具、工具與治具的磨損,送料困難)l跨度,粉末跨度越大,會導致產品的孔隙度的增加與表面缺陷,主要在於大顆粒與小顆粒在燒結驅動力的差異,較小粉末團聚很快緻密,但位於較小粉末堆中的大顆粒難以燒結收縮,缺陷便產生如圖10所表示。

圖10.粉末顆粒過大造成產品的表面與內部孔隙7.對于PM/MIM/MAM工藝的綜合差異分析答:雖然在前面已經有所描述,但仍將各項比較參數整理放置于表2所示。由于MAM是區分為兩大類別,熔融法比較偏向PM使用較大顆粒粉末,而燒結法則是使用與MIM相近的顆粒粉末,近年來MAM技術的發展到極小(可以接打印心臟血管用記憶合金支架,直徑約0.1mm中空特征,德國技術),到直接打飛機的尾翼與翅膀的大形結構(超過百公斤,大陸開發的指向性激光打印設備),都已經超過PM/MIM的尺寸與重量限制(上下限),同時還做到模造技術無法成型的網格或是晶格結構(統稱拓樸結構),請讀者注意。表2. PM/MIM/MAM工藝的差異性
| 制程 | PM | MIM | MAM |
| 零件幾何造型 | 2~2.5D | 3D | 3D |
| 特征細節表現 | 0.5mm | 0.01mm=10um | 0.05mm/層(最小) |
| 最薄厚度特征 | >1mm | >0.08mm | >0.1mm |
| 中空結構 | 不可 | 可 | 可 |
| 表面致密層 | 無 | 有(0.01-0.1mm) | 無 |
| 格子網狀結構 | 無法 | 極難 | 可 |
| 零件的尺寸公差 | +/-0.1% | +/-0.3% | +/- 0.3% |
| 黏結劑/成形助劑(wt%) | <5% | 6-20% | <5% |
| 粉末粒度(Mesh #, μm)* | -100#, +300#75-150μm | -500#0.5-30μm | -100#, +300#(PBF-EB)-400#, +500# 15-53μm (PBF-LB)-500#, <30μm (燒結法) |
| 粉末篩分 | 篩網 | 篩網與氣流篩 | 篩網 |
| 粉末粒度質量檢驗 | 篩網+激光粒度分析 | 激光粒度分析 | 篩網+光粒度分析 |
| 粉末形狀檢驗 | 光學顯微鏡(OM) | 電子顯微鏡(SEM) | 電子顯微鏡(SEM) |
| 粉末流速檢驗 | 霍爾流速計與安息角測試 | MFI熔指儀測試喂料 | 霍爾流速計與安息角測試 |
| 粉末圓球度 | 0.4~0.6 | >0.65 | >0.85 |
| 成形時粉末移動距離 | 1-50mm不等 | >500mm | 鋪粉后幾乎不動 |
| 燒結坯相對密度 | 75~80% 使用粉末而定 | >98% 通用 | >98% DLM可近100% |
| 代表金屬材料 | 鐵、銅為主的合金鎢重合金、不銹鋼 | 鐵系,不銹鋼,鈦,銅,鈷,鎢,鎳等系列合金 | 不銹鋼,鈦,鈷合金種類少 |
| 生產效率 | 高/極高 | 高/極高 | 慢 |
| 產品重量 | 5~50,000g | 0.001~5,000g | 0.5~100,000g |
| 設備主力 | 壓機/模架/模具 | 注射機/模具 | 各式打印機 |
| 制程 | PM | MIM | MAM |
| 零件幾何造型 | 2~2.5D | 3D | 3D |
| 特征細節表現 | 0.5mm | 0.01mm=10um | 0.05mm/層(最小) |
| 最薄厚度特征 | >1mm | >0.08mm | >0.1mm |
| 中空結構 | 不可 | 可 | 可 |
| 表面致密層 | 無 | 有(0.01-0.1mm) | 無 |
| 格子網狀結構 | 無法 | 極難 | 可 |
| 零件的尺寸公差 | +/-0.1% | +/-0.3% | +/- 0.3% |
| 黏結劑/成形助劑(wt%) | <5% | 6-20% | <5% |
| 粉末粒度(Mesh #, μm)* | -100#, +300#75-150μm | -500#0.5-30μm | -100#, +300#(PBF-EB)-400#, +500# 15-53μm (PBF-LB)-500#, <30μm (燒結法) |
| 粉末篩分 | 篩網 | 篩網與氣流篩 | 篩網 |
| 粉末粒度質量檢驗 | 篩網+激光粒度分析 | 激光粒度分析 | 篩網+光粒度分析 |
| 粉末形狀檢驗 | 光學顯微鏡(OM) | 電子顯微鏡(SEM) | 電子顯微鏡(SEM) |
| 粉末流速檢驗 | 霍爾流速計與安息角測試 | MFI熔指儀測試喂料 | 霍爾流速計與安息角測試 |
| 粉末圓球度 | 0.4~0.6 | >0.65 | >0.85 |
| 成形時粉末移動距離 | 1-50mm不等 | >500mm | 鋪粉后幾乎不動 |
| 燒結坯相對密度 | 75~80% 使用粉末而定 | >98% 通用 | >98% DLM可近100% |
| 代表金屬材料 | 鐵、銅為主的合金鎢重合金、不銹鋼 | 鐵系,不銹鋼,鈦,銅,鈷,鎢,鎳等系列合金 | 不銹鋼,鈦,鈷合金種類少 |
| 生產效率 | 高/極高 | 高/極高 | 慢 |
| 產品重量 | 5~50,000g | 0.001~5,000g | 0.5~100,000g |
| 設備主力 | 壓機/模架/模具 | 注射機/模具 | 各式打印機 |
8.PM/MIM主力設備比較答:PM/MIM的工藝流程在前都已經敘述,重點的比較將放在設備對于原料制備、生坯成形、熱程序三大部分來做比較,讀者可以知道兩個制程的差異。l原料制備n粉末的制程不同。PM粉末大多使用還原法與水霧化法,具有比較大且表面不規則、粗糙的特性,需要的在于粉末有塑性變形能力以使壓制過程能夠互相產生機械冶金,其中海綿狀金屬是還原后的材料主要形狀,必須經過破碎研磨過程,水霧化則是使用中壓水、大的噴嘴將材料噴出成粉;MIM的主流粉末獲得已經是采用氣霧化法(Gas atomization)改良成為氣水聯合霧化法(Gas with water atomization),利用高壓力的水、較小的噴嘴(孔直徑>3mm)幫助氣霧化粉快速冷卻并將粉末破碎的更細小;n硬質合金都是利用還原法獲得后再進行研磨細化,不論PM/MIM都一樣;n羰基法則僅用在鐵、鎳的高純粉末之獲得;鈦合金與高活性合金的MIM粉末就必須采用氣體保護的方式;n粉末與成形助劑的混合。PM大多產用簡單的滾筒混合,大多采用干式混合,除了硬質合金以溶劑采用濕法混合;MIM就分為水基(金屬較不采用水以免生銹)、蠟基、塑基三種聚合物的添加來制作注射用的喂料,因此MIM原料制配設備遠高于PM的設備,產出效率也比較低。l生坯成形nPM使用立式壓機根據產品尺寸大小,搭配模具和模座的設計甚至需要高度高于5米以上,主要在制品的階段多層(模具根據需要分為多段上下,上沖頭目前最多3段、下沖頭最多5段)設計,并可能利用側向氣缸來協助額外的產品特征需求,主要還是PM的工藝粉末流動性無法如液體傳送均勻的壓力;MIM的喂料因為加熱后產生液化,因此可以均勻的傳送成形壓力使產品密度均勻。nPM的壓機設備價格不比MIM注射機便宜,在設備選型上更為復雜;n因此PM著重在模架與模具的搭配,比起MIM直接采用塑料用的模具較為復雜;l熱程序 – 第一步與第二步脫脂nPM的粉末粒徑大導致孔隙大,加上成形助劑占比很小,因此不需要脫脂(或稱排膠);n硬質合金就必須如MIM的方式緩慢的在低溫(>600℃)以每分鐘0.5-1℃、并分段保溫緩慢的脫脂;nMIM目前采用二步式脫脂,根據黏結劑的不同,第一步脫脂對于蠟基料首先要進行溶劑脫脂(低于60℃的溶劑中浸泡),而塑基料則進行酸催化脫脂(90-140℃),然后脫除剩余高溫骨架劑則在真空燒結爐或是正壓爐(連續式或批次式)進行第二步熱脫脂到600℃才完全到脫除黏結劑并保持產品幾何特征的對稱性;l熱程序 – 燒結nPM大多不使用批次爐不代表不可用,主要PM制品重量大、數量龐大,需要較為經濟型的燒結方式,網帶爐、推舟爐為主要,溫度并高于1200℃為主。燒結爐的保護氣大多以氨(NH3)分解得到氮氣與氫氣;n硬質合金大多使用石墨真空爐,燒結溫度要大于1500℃,氣體使用氮氣與真空不用氣體;nMIM分為兩大爐型,批次型的石墨或金屬熱場真空脫脂燒結爐以及連續型的陶瓷熱場步進梁(Walking beam)連續爐,燒結溫度在1250-1400℃之間,石墨熱場爐使用氬氣與氮氣兩種、金屬熱場爐與步進梁連續爐均使用氫氣與氬氣與氮氣三種氣體。
如有侵權請聯系小編刪除







